 日本刀と鍔
日本刀と鍔
佐世保工業高等学校 機械科 高木 志伸
Ⅰ はじめに
日本刀は武士の魂といわれ,相手を倒すための武器や護身を目的としていました。明治維新の廃刀令後は,刀剣の神秘的美しさから美術工芸品として高く評価されるようになりました。刀剣の出現から平安中期までは反りのない直刀で剣(つるぎ)や両刃のものでした。平安末期から反りのある鎬(しのぎ)造りの日本刀が登場しています。砂鉄を集めて玉鋼(たまはがね)をつくり,これを火によって鍛錬して水に着けて焼き入れをします。そして研磨をして仕上げる日本刀造りの様式がこの頃に定着しています。
室町から桃山,江戸時代に造られたものは刀と呼ばれます。太刀に比べると一般に反りが少ないものです。この時代になると刀工も鉄産地から城下町に集まるようになってきました。反りのある日本刀が造られるようになると刀工たちは独特の刃文をつけるようになってきました。この頃より日本刀が武器である以上に美の対象,信仰の対象として考えられるようになってきています。江戸時代になると政情が安定し,刀は武器としてでなく武士の象徴となっています。刀剣よりも鍔(つば),小柄,鞘などの拵(こしらえ)の装飾が派手になりまじめました。
ここでは,今回,日本刀の拵えである鍔の調査・研究を通して,日本の伝統文化とも言える「ものづくり」の大切さや,今後の工業技術の向上について述べていくことにしたと思います。
 |
高木所有の日本刀 |
Ⅱ 地 金
1 鍔の種類により地金をかえる。
鉄鍔もいろいろな種類があります。作る作品によって,当然材料も変ってきます。大きく分けると次の三通りになります。このうち最もよい地金を使うのは甲冑師とか尾張の鍔になります。京透しになると,その下のランクの地金を使います。京透しはあまり上等の地金を使うと,かえって古い時代の京透しらしい味わいが出ません。江戸期以降は地金のうち最もいいものを刀にして,その次のものを農工具や生活用の刃物に,さらに質の悪いものを金具や鍔に使っていたものと思われます。昔の職人は悪い地金を使っていかにうまくまとめるかに苦心したようです。現代では良い材料を使っても,昔の職人ほどうまくいかない場合が多いようです。
 |
佐世保工業高校のキュポラ操業実習では地金の材質や成分を学び,コークス,石灰石を使い地金を溶かし,鋳鉄の製品を完成する学習をしています。 |
 |
鉄の溶ける温度は純鉄では1536℃比重7.86になります。炭素鋼では炭素の含有率で融点も変化します。写真は鋳鉄ですから1350℃の温度です。 |
最近は石炭そのものを手にする機会がほとんどなくなっています。石炭は数億年前に繁茂していた植物類が埋没し堆積するなかで長い年月をかけてつくりあげられたものです。製鉄の溶鉱炉の燃料には木炭が使われていたため、レンガの焼成炉同様、木材不足に見舞われ、石炭への転換が試みられました。1713年、ダービー父子が石炭からコークスをつくり、それを利用する製鉄法を開発しました。コークス(骸炭)は、石炭を無酸素か低酸素状態で密閉した炉で焼いて、ガス・水蒸気・軽油・タール(コールタール)分を除去した多孔質の固定炭素で、不純物をあまり出さずに高温で燃えるという性質を持っています。
1)古物屋から時代ものの刃物を買う
古い時代の鉄鍔を再現するには,材料もまた古作と同じようなものを使う必要があります。砂鉄から踏鞴(たたら)でおろした玉鋼と,古鉄をおろしたものでまかない。古鉄をおろすのは原料として,江戸時代後期あたりに用いられた生活用具の鋸(のこぎり),鉞(まさかり)鍬(くわ),手斧(ちょうな),鉋(かんな)などを使います。
古物屋から集めた品を,ものに応じて小さく切って,炉に入れて溶かして塊にしたり,良物のものならそのまま折返し鍛練をします。
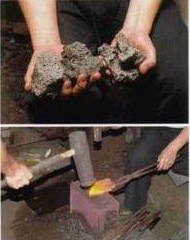 |
写真は玉鋼(たまはがね)と玉鋼を鍛錬しているところです。 |
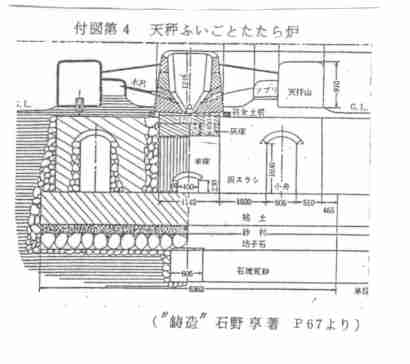 |
たたら炉 元禄4年(1691年) 出雲地方作られた炉です。送風のため吹子を使用しています。山の斜面を利用した野だたらといい、砂鉄を焼き溶かす炉です。 |
2)踏鞴(たたら)作り
どれだけ良質の古い金物を集めてもやはり限界があります。製鉄技術では最も古い砂鉄から玉鋼を作る方法,すなわち踏鞴(たたら)作りというものがあります。鉄鍔作りの範囲内でもその方法を取入れる場合があります。
1トンの土砂の砂鉄を筵(むしろ)の上で10日間ほど天日で乾かしておき,磁石を使って鉄だけをとる方法。小さな塊がたくさん出てきたら炉に入れます。5時間ぐらい火に入れておくと,35kgの砂鉄から約12kgの鉄塊がとれます。しかし,このうち玉鋼と呼ばれる良質のものは2kgぐらい。どれだけの鍔の地金ができるかというと上質の玉鋼2kgで,良質の鍔が3枚,普通の鍔が5枚ほどとれます。材料すなわち地金というものは鉄鍔の魅力の大半を占めます。
Ⅲ 鍔の製作工程
1)鍛 錬
鉄鍔は必ず鍛錬をして仕上げます。鍔の鍛練は刀ほど多様な鍛え方はありません。ほとんどが四折りにする作業を繰り返して鍛えていきます。折目の層は256層になります。これはおろした地金を鍛える場合で,おろさない場合は既にその段階で相当鍛錬してありますが,それでも6回程鍛錬をします。この鍛練は実は鍔作りの基礎で,入念にやればやるほど癖が出なくなるものです。
2)地金の磨き
鍛錬の次は磨きになります。鍔の平面を真っ平に磨く作業になります。初めに鉄鋼ヤスリで槌目などの凹凸をなくしていきます。次に半丸ヤスリを使って不揃い目を取る作業をします。さらに油砥石研ぎ,終りに荒砥をかけます。水の入ったバケツの上に板を渡し,その上に雑巾を敷いて鍔を研ぎます。このあと桐を焼いた炭で仕上げます。
3)構図の基本
仕上がった地金に切羽台,櫃穴,それに外形を決めます。まず地金に十文字をひき,コンパスで円を書きます。時代や流派によって違いがありますが,作ろうとする鍔に合った形や大きさにします。
作ろうとする鍔の絵柄によって,十文字すなわち鋒のセンターをとるところから絵柄を書くまでを,順を追って図にしたものを入れます。絵柄の描き方も順序があり,後の工程で穴をあけ,錦をかけていく仕事で,考え通りにいかない場合もあります。
4)下絵と毛描き
構図がまとまると,今度は地金に直接絵を描き,朱や墨または筆ペンで書きます。毛描きの要領は,絵に沿って彫っていきます,下絵に忠実に毛描きをします。絵に不満足なところがあっても,勝手に線など変えないようにします。
5)何十本もの鋸を使いタガネのあとを消す
続いて透しのヤスリをかけます。これはタガネで抜いたあとを入念に仕上げる作業で,図柄により大小さまざま数十本の鋸によって仕事をすすめます。
7)肉取り・肉付け
文様の肉付けで鍔の品格が決定する。肉取り,または肉付けをするというのは,重ねを決める仕事の仕上げということになります。
鍔は種類によって,新しくなると素気なくなってしまいますが,やはりそれぞれの時代による“人間の差”というほかはないと思われます。重ねを決め肉取りをしたあとは,仕上げの工程に入ります。
8)仕上げ
 |
キサゲは刃をつける必要があります。鍔の仕上げに適したように刃を研ぎ直します。 |
 |
最近では宝石や指輪などのジュエリー加工の仕上げ用に「キサゲ」工具が販売されています。 |
 |
砥石にこのようにあてて、刃をつけます。キサゲは切れ味が勝負ですから、常に砥ぎます。 |
 |
ヘラは小傷がありると,それが鍔に移ってしまいますので、700番程度の耐水ペーパーと青棒(バフにつける研磨剤)で鏡面を保ちます。 |
キサゲと呼ぶ鋼で作った刃物で砥石が当たらない細かいところに残っている鏡目を消すためにならします。次に砥石で研ぐ作業をします。700番の普通の砥石を使いやすい大きさに切り,水または油で切羽台から平へ,さらに耳へと研いでいきます。このとき鍔は片手に持ち,研ぐところに応じて角度を調節しながら研ぎます。
9)銘切り
銘切りは下書きを5枚程書き,一番満足のいくものを鍔に筆で下書きしてから切ります。銘切り用のタガネという超鋼合金工具鋼を使います。
 |
銘切り用のタガネを使います。 |
 |
チャンジキと呼ばれる超鋼合金工具鋼 を使用する場合もあります。 |
10)色上げ
黒光りする鍔に仕上げをします。これまでの工程で,透し鍔はほぼでき上るが,普通みることがある鉄色の黒い鍔ではありません。これを黒光りした鉄鍔に仕上げるためには色上げという作業を行ないます。色上げというのは「錆付け」という作業をします。まず,鉄器に鉄の錆を取って水に入れておきます。普通は二升程つくります。水に入れると不純物が底に沈み,いわば鉄分の多い水になります。これは長く置けば置くほどよくなります。
次に,コンロで炭火をおこし,その上に磨きあがった鍔をのせます。しかし,鍔が少し熱くなったところで,作っておいた錆の水の中に入れます。鍔が熱くなっているからすぐに乾きます。その後に火で熱し,錆の水に入れるという作業を10数回繰り返します。やがて,鍔の地色が赤くなります。ここで今度は地色が黒くなるまで火で焼きます。この作業を2,3回繰り返します。これで焼付けは終ります。そのあと100番ほどの砥石粉を歯ブラシか脱脂縞につけて,土錆を取り除き,水洗いをします。このあと油で拭って全工程が終ります。油の拭いはなるべく早くしないと悪錆が浮いてきます。このあと,タンニン,つまりお茶に漬けます。これは鍔の上についている色を黒くするための工程になります。
Ⅳ 鍔各部の名称
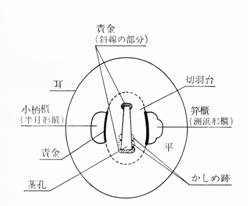 |
切羽台=錆の中央の点線で囲んだ小判形の部分で,鍔を刀に 掛けた場合にこの部分で切羽と接するので切羽台という 茎 孔=切羽台の真中に空いている孔で,ここに刀の茎を通すので茎孔という。 櫃 孔=小柄櫃があり,小柄櫃は半月形に空けるのが通常である。 責 金=切羽台の側に入れて調節をとる金属片を責金といっている。 |
Ⅴ. 鍔のかたちと名称
鍔はかたちによって次のようなものがある。
 |
 |
 |
 |
| 1.木瓜形 | 2.角形 | 3.丸形 | 4.障泥形 |
 |
 |
 |
 |
| 5.角木瓜形 | 6.撫丸形 | 7.於多福木瓜形 | 8.碗形 |
 |
 |
 |
 |
| 9.大学形 | 10.撫木瓜形 | 11.菊花形 | 12.八つ木瓜形 |
 |
 |
 |
 |
| 13.十字木瓜形 | 14.拳形 | 15.入木瓜形 | 16.障泥木瓜形 |
